


The manufacturing sector faces ongoing challenges, requiring teams to increase production, minimize downtime, and manage costs, all while dealing with increasingly complex systems.
Many factories still depend on reactive responses. When a machine fails, production halts, leading to accumulating losses. Digital twins are revolutionizing this approach.
A digital twin is a virtual replica of a physical asset, process, or entire factory, utilizing real-time data to reflect current shop floor activities. This enables teams to monitor performance, anticipate problems, and enhance operations before issues arise.
By leveraging data-driven insights, manufacturers can make informed decisions. Digital twins are becoming integral to smart manufacturing strategies, reducing downtime and enhancing product quality.
This article will explain how digital twins function in manufacturing, explore their benefits, real-world applications, and the return on investment they offer.
Key Takeaways
- Digital twins are being adopted in manufacturing, with 29% of companies using them to enhance operations and decision-making.
- They facilitate a transition from reactive to predictive operations, reducing downtime and boosting asset reliability.
- Real-time visibility across machines and production lines helps leaders identify inefficiencies and respond swiftly.
- Digital twins enable process simulation and optimization, minimizing trial-and-error on the shop floor.
- Successful scaling begins with a clear use case, robust data foundation, and phased implementation.
- Measurable ROI stems from decreased maintenance costs, increased production output, and fewer defects.
- Long-term success relies on integration with existing systems, data quality, and scalability across plants.
What is a Digital Twin in Smart Manufacturing?
A digital twin is a virtual model representing a physical asset or process in real-time. In manufacturing, it can encompass a single machine, a production line, or an entire factory.
Sensors collect data from physical equipment, which is sent to a digital system that continuously updates the virtual model, allowing the digital twin to mimic real-world behavior.
The adoption of digital twins is expanding rapidly. According to an IOT Analytics report, approximately 29% of manufacturing companies have fully or partially adopted digital twin strategies, signifying their transition from experimental to practical applications in production environments.
Digital twins are dynamic models that learn from data to show performance, identify issues, and predict future outcomes. For instance, a digital twin of a machine can display temperature, vibration, and output levels, alerting teams to potential failures in advance.
Beyond traditional monitoring, digital twins offer scenario simulation and decision testing without disrupting actual operations, addressing various business challenges and providing effective solutions.
This capability enables manufacturers to enhance performance, mitigate risks, and make more informed decisions.
How Digital Twins Work in Manufacturing
Digital twins operate by linking physical assets with digital systems, collecting real-time data from machines, processes, and equipment. This data is transformed into insights that enhance operational efficiency.
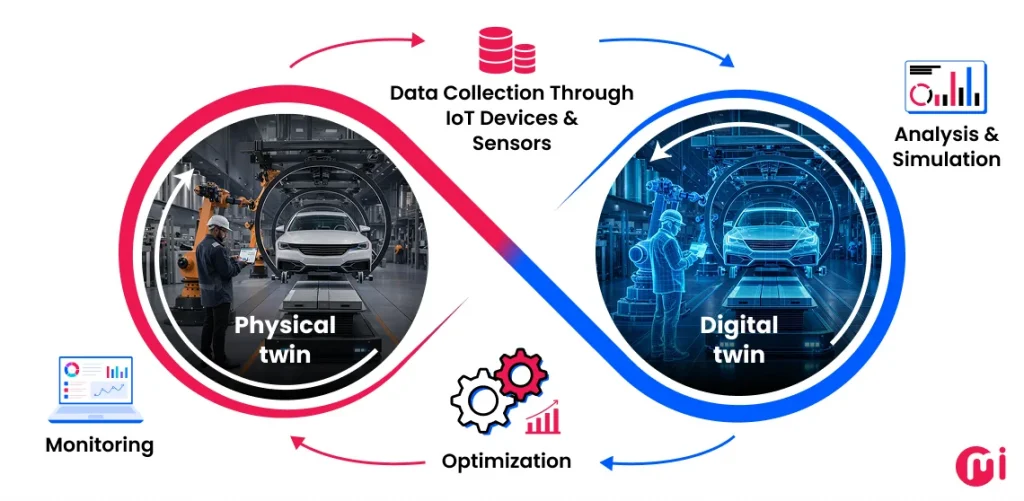
How the Process Comes Together
Physical Asset → Sensors → IoT Platform → Data Processing → Digital Model → Analytics → Insights → Actions
This continuous feedback loop enables manufacturers to make quicker decisions, minimize downtime, and enhance overall production performance.
The process typically includes the following steps:
1. Physical Assets
The process begins with physical assets such as machines, production lines, robots, and equipment on the factory floor, which generate operational data during daily activities.
2. Sensors & IoT Devices
Sensors installed on the assets capture data on temperature, pressure, vibration, energy consumption, and machine performance.
3. IoT Platform
The collected data is transmitted through an IoT platform that connects machines and systems, enabling secure and continuous data flow.
4. Data Processing
The incoming data is cleaned, organized, and processed using edge or cloud computing platforms, ensuring accuracy and readiness for analysis.
5. Digital Model
The processed data creates and updates a virtual representation of the physical asset or process, reflecting real-world conditions in near real-time.
6. Analytics & AI
Advanced analytics and AI algorithms analyze the data to identify patterns, predict failures, and uncover optimization opportunities.
7. Insights
The system converts analysis into actionable insights, allowing teams to monitor performance, detect anomalies, and anticipate potential risks before they impact production.
8. Actions
Based on these insights, manufacturers can take corrective actions, schedule maintenance, optimize workflows, or automate responses to enhance operational efficiency.
Key Benefits of Digital Twin in Manufacturing
Digital twins for smart manufacturing empower decision-makers to shift from reactive to proactive decision-making, offering real-time visibility and deeper insights into system performance.
This growing adoption highlights their impact. According to Fortune Business Insights, the digital twin market is projected to reach USD 384.79 billion by 2034, with a CAGR of approximately 35.4% from 2026 to 2034. This growth is driven by the value digital twins provide across operations.
The key benefits of digital twins in manufacturing include:
Predictive Maintenance & Reduced Downtime
Digital twins monitor machine health in real-time, detecting early signs of wear or failure. This allows teams to address issues before breakdowns occur, minimizing unplanned downtime and ensuring smooth production.
Improved Production Efficiency
Digital twins help identify bottlenecks in production, enabling teams to analyze workflows and make data-driven adjustments to enhance output. This results in better utilization of time, machines, and labor.
Quality Control & Defect Reduction
Manufacturers can monitor production conditions in real-time. If issues arise, the root cause can be quickly identified, reducing defects and maintaining consistent product quality.
Real-Time Monitoring & Remote Operations
Digital twins offer live visibility into operations, allowing teams to monitor machines and processes from anywhere. This is particularly beneficial for managing multiple plants or remote facilities.
Cost Optimization & Resource Efficiency
Digital twins reduce waste and optimize resource usage. Energy consumption, materials, and machine usage can be tracked and improved over time, leading to significant cost savings.
Real-World Use Cases of Digital Twin in Manufacturing
Digital twins connect physical operations with real-time digital insights, helping manufacturers understand machine and process performance and determine next steps.
In simple terms, digital twins are used to monitor systems, anticipate problems, and enhance production outcomes. They enable teams to test changes virtually, reduce risks, and make faster, more informed decisions.
Some practical use cases where digital twins create value in manufacturing include:
Smart Factory Optimization
Manufacturers use digital twins to gain a comprehensive view of factory operations, tracking performance across machines, lines, and departments. This centralized data improves visibility, helping identify inefficiencies, reduce delays, and enhance productivity.
Predictive Maintenance in Heavy Machinery
Digital twins monitor critical equipment like turbines, compressors, and CNC machines, detecting early warning signs such as unusual vibrations or temperature changes based on real-time and historical data. This allows teams to schedule maintenance before failures occur, avoiding costly breakdowns.
Production Process Simulation & Optimization
Manufacturers can test different production scenarios in a virtual environment, adjusting workflows, machine settings, or layouts without impacting real operations. This reduces the risk of trial-and-error on the shop floor, helping find the most efficient production methods and improving output.
Interesting Read: Digital Twin Vs Simulation
Supply Chain & Inventory Simulation
Digital twins model supply chain operations and inventory flow, helping teams understand how delays, demand changes, or disruptions may affect production. Different scenarios can be tested in advance, improving planning, reducing stock issues, and ensuring smoother operations.
Remote Monitoring & Multi-Plant Management
Digital twins allow centralized monitoring of multiple facilities, enabling teams to track performance, compare plant data, and identify issues quickly. This enhances coordination across locations, allowing for faster problem resolution without needing on-site presence.
Energy Optimization in Manufacturing Plants
Manufacturers can track energy usage across machines and processes in real time. Digital twins highlight areas where energy consumption is higher than expected, allowing patterns to be analyzed over time. This enables teams to reduce energy waste, improve sustainability, and lower costs.
Digital Twin for Assembly Line Optimization
Digital twins help analyze assembly line performance at each stage, providing insights into cycle times, delays, and machine coordination. This makes it easier to identify inefficiencies, allowing teams to improve line balancing, reduce idle time, and increase overall throughput.

How to Build a Scalable Digital Twin for Industry 4.0
To develop a scalable digital twin in manufacturing, begin with a clear use case and reliable data from machines and systems. Integrate this data across platforms, create a virtual model, and leverage analytics or AI to generate insights.
Start with a small pilot, assess results, and then expand across production lines or plants. A strong emphasis on data quality, system integration, and scalability ensures long-term success and ROI.
Step 1: Start with High-Impact Use Cases
Identify a specific problem to solve, focusing on areas like downtime reduction, process optimization, or energy savings. Choose use cases with easily measurable business impact, helping define goals, required data, and expected outcomes.
Step 2: Build the Right Data Foundation (Physical + Data Layer)
Digital twins rely on data from physical assets, collected by machines, sensors, PLCs, and IoT devices. The quality of this data directly affects the accuracy of the digital twin. Ensure data is accurate, consistent, and readily available.
Step 3: Enable Data Integration & Processing (Integration Layer)
Manufacturing data often resides in separate systems. Integrate platforms like ERP, MES, and IoT systems to create a unified data flow, removing silos and ensuring all systems work together. Use cloud or edge computing for real-time data processing.
Step 4: Develop the Digital Twin Model (Modeling Layer)
Create a virtual model of the asset or process, starting with a simple model that represents key behaviors. Over time, refine it with real-time and historical data for increased detail.
Step 5: Add Intelligence with Analytics & AI (Intelligence Layer)
This is where the digital twin gains power. Use analytics and AI in manufacturing to detect patterns, predict failures, and optimize performance. Insights improve as more data is collected, evolving the system from performance monitoring to autonomous decision-making support.
Step 6: Visualize & Act (Application Layer)
Ensure insights are easy to understand and use. Dashboards, alerts, and reports enable quick action. Clear data visualization enhances decision-making across teams, and some systems can automate responses based on conditions.
Step 7: Pilot, Validate, and Scale
Begin with a pilot project, testing the digital twin on a single machine or process. This reduces risk and allows teams to learn before scaling. Measure results and refine the system before expansion.
Step 8: Ensure Scalability, Security & Interoperability
Plan for growth from the outset, ensuring the system works with existing tools and supports future expansion. Flexibility is crucial as manufacturing requirements evolve. Prioritize data security and system reliability.
ROI of Digital Twin in Manufacturing
Digital twins yield ROI by minimizing downtime, reducing maintenance costs, and boosting production efficiency. They enable manufacturers to predict failures, optimize processes, and make faster decisions based on real-time data.
The value is derived from improved resource utilization, fewer defects, and enhanced equipment performance. Starting with a focused use case and tracking metrics like downtime, output, and maintenance costs helps measure and maximize returns.
Cost Savings Areas
Digital twins help lower maintenance and operational costs. Predictive maintenance reduces repair expenses and avoids emergency fixes, while better planning decreases spare part inventory. Over time, this results in substantial cost savings.
Efficiency Gains
Digital twins enhance production system performance by eliminating bottlenecks, optimizing workflows, and increasing machine utilization. Teams make faster and more accurate decisions, leading to higher throughput and better resource use.
Risk Reduction
Digital twins identify potential issues before they escalate. They simulate scenarios to highlight risks in advance, improving planning and reducing unexpected failures. They also ensure better compliance and safer operations.
ROI Metrics to Track
To measure success, manufacturers should track specific performance metrics such as overall equipment effectiveness (OEE), downtime reduction, and maintenance costs. Other useful indicators include mean time between failures (MTBF) and mean time to repair (MTTR). Tracking these metrics helps validate the value of digital twin investments.
Challenges & Considerations: Digital Twins for Industry 4.0
While digital twins offer significant advantages, implementation can be challenging. Manufacturers must plan carefully to avoid delays and cost overruns.
Some common challenges when implementing digital twins in manufacturing include:
Integration with Legacy Systems
Many factories use older systems and machines, making integration with modern digital twin platforms complex. Additional tools or custom integration may be required, so a clear legacy system integration strategy is essential to reduce complexity.
Data Availability and Quality
Digital twins rely on accurate, real-time data. If data is incomplete, delayed, or inconsistent, the digital twin’s performance will suffer, leading to inaccurate insights. It is crucial to clean, validate, and standardize data from the start.
Initial Investment
Building a digital twin requires upfront investment, including sensors, infrastructure, software, and development costs. For some organizations, this can be a barrier. Starting with a pilot project can help control costs and demonstrate early value.
Skill Gaps
Digital twin projects require a mix of skills, including expertise in IoT, data analytics, AI, and system integration. Many organizations may not have all these skills in-house, but partnering with experienced providers can help bridge this gap.
Why Choose MindInventory for Digital Twin Development
MindInventory has over a decade of experience in creating scalable digital solutions across industries such as manufacturing, healthcare, logistics, and energy.
With over 2500 projects completed and 1600 clients worldwide, our team has a proven track record of delivering reliable, high-quality solutions. Our global presence across 40+ countries reflects consistent client trust and long-term partnerships.
Our team combines expertise in AI, IoT, data engineering, and cloud technology to develop powerful digital twin solutions. From strategy and design to development and deployment, we provide end-to-end manufacturing software development services that help manufacturers move faster, reduce risks, and achieve real business value.
We have experience building intelligent digital platforms that integrate real-world data with advanced modeling and simulation capabilities. One example is a solar planning platform that enables users to virtually assess sites, simulate deployment scenarios, and optimize project outcomes before execution.
This expertise in creating data-driven digital representations and predictive systems allows us to develop scalable digital twin solutions for modern manufacturing environments.
Conclusion
Digital twins are transforming the design, monitoring, and improvement of manufacturing systems. They provide teams with real-time visibility, help predict issues, and support better decision-making, leading to higher efficiency, lower costs, and improved product quality.
Instead of reacting to problems, manufacturers can now anticipate and prevent them. As Industry 4.0 continues to evolve, digital twins will play an increasingly vital role in developing smarter, more connected factories.
Starting with the right strategy and use cases can help businesses unlock value faster and scale with confidence.
FAQs on Digital Twin in Manufacturing
A digital twin is a virtual model of a physical asset, process, or system. It uses real-time data to reflect how things are working on the shop floor. This helps teams monitor performance and make better decisions.
Digital twins are used for predictive maintenance, process optimization, and real-time monitoring. They also help simulate scenarios and improve production efficiency without affecting actual operations.
In manufacturing, digital twins rely on data from machines and shop floor systems.
This includes IoT sensors, PLCs, and SCADA systems to capture real-time data. The data is then processed using cloud or edge platforms.
AI and analytics tools are used to predict issues, optimize performance, and improve production outcomes.
The cost depends on the scale of your manufacturing setup. Factors include the number of machines, level of sensor integration, and complexity of systems like ERP or MES.
A pilot project for a single machine or production line is usually more cost-effective and helps demonstrate value before scaling.
The timeline depends on the scope of implementation. A digital twin for a single machine or production line can take a few weeks to a couple of months.
For a full plant with multiple systems and integrations, it may take several months to build, test, and scale properly.
Digital twins help reduce downtime, improve efficiency, and lower costs. They also support better quality control and faster decision-making.
Yes, but integration may require additional effort. Older systems may need connectors or upgrades to share data. A clear integration plan is important for success.
ROI is measured using metrics like reduced downtime, lower maintenance costs, and improved production output. Other indicators include better equipment performance and fewer defects.
Tracking these metrics helps show the value of the investment.


